
步进:
根据刀具大小或工件材料决定步距大小,案例这里是铝件,一般设置10%左右,如果是钢件侧设置0.2-0.3mm左右,看刀具大小。切削层模式:恒定深度
每刀切削深度:30(下刀量)
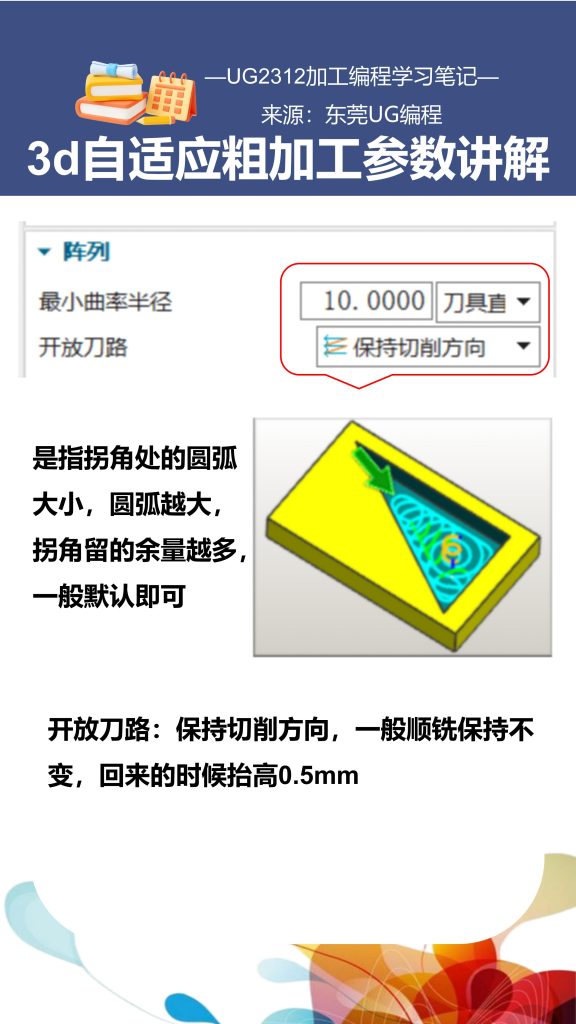
根据部件要切削区域的深度来设置,你是想一刀切还是二刀切。这里深度是30mm,所以设置每刀切削深度30mm,一刀切。最小曲率半径:
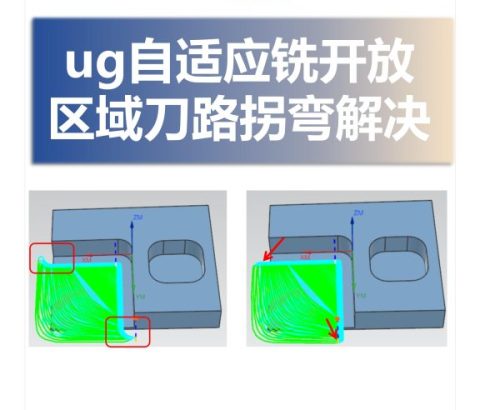
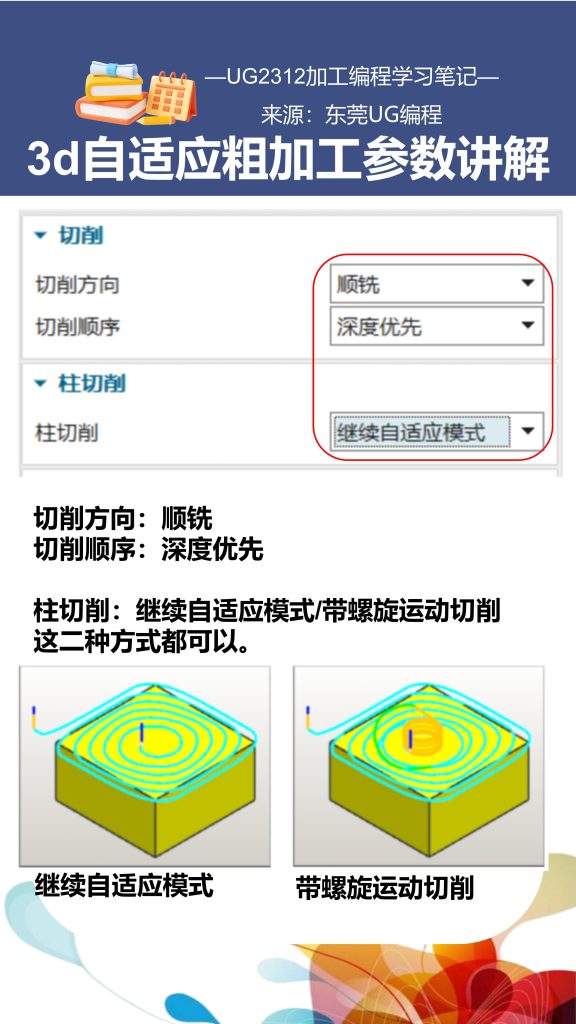
是指拐角处的圆弧大小,圆弧越大,拐角留的余量越多,一般默认即可切削方向:顺铣
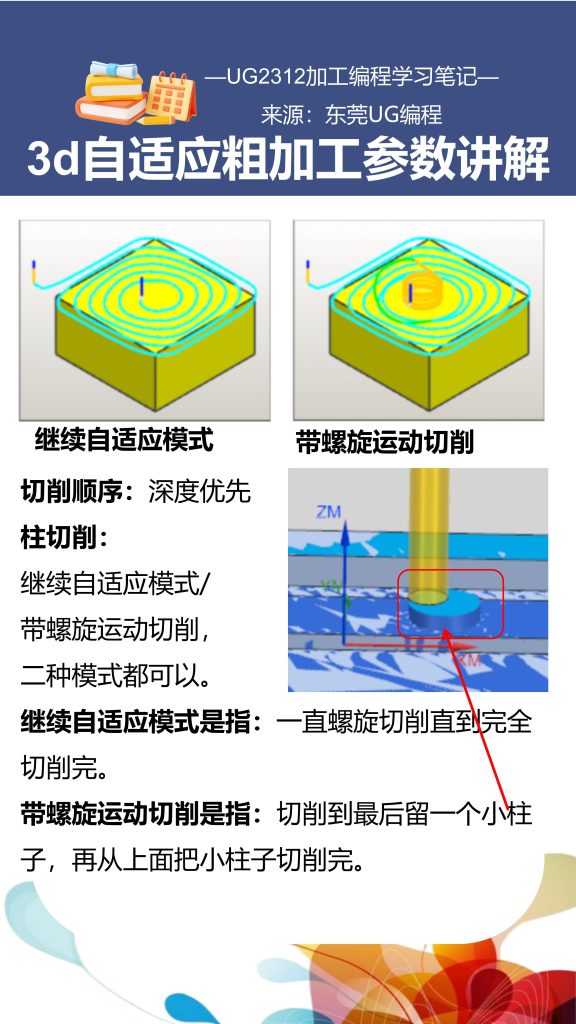
切削顺序:深度优先切削顺序:深度优先
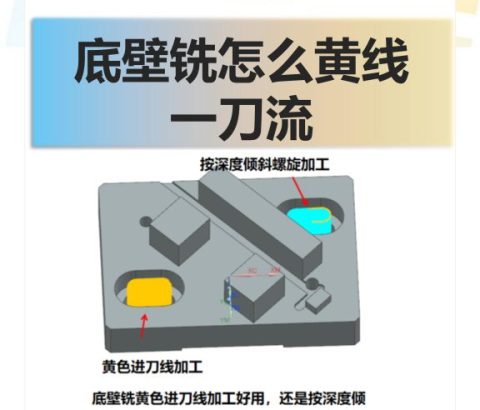
柱切削:
继续自适应模式/
带螺旋运动切削,
二种模式都可以。
继续自适应模式是指:一直螺旋切削直到完全切削完。
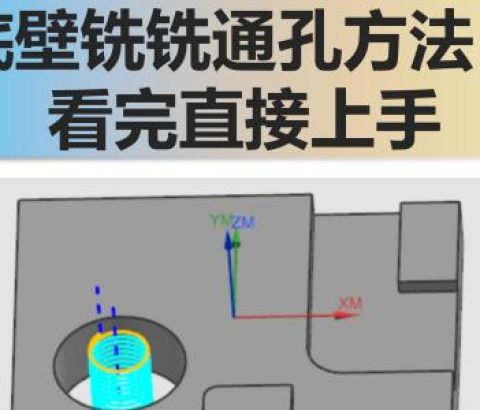
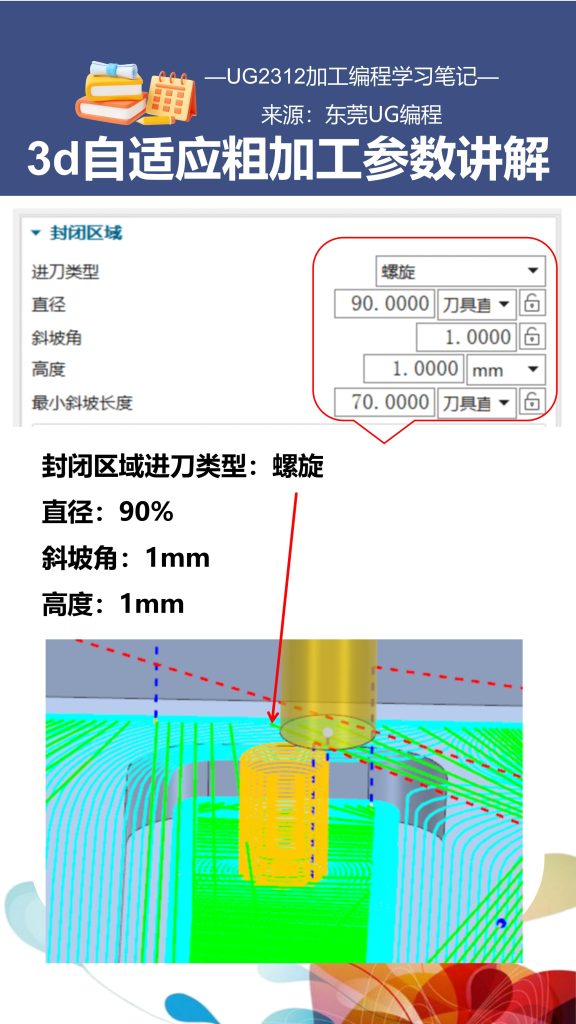
带螺旋运动切削是指:切削到最后留一个小柱子,再从上面把小柱子切削完。封闭区域进刀类型:螺旋
直径:90%
斜坡角:1mm
高度:1mm
原创文章,作者:东莞ug编程,如若转载,请注明出处:http://www.ugbj.cn/170.html
ug编程入门学习笔记电子书分享,微信:ugbjcn,注明来意!